
PETG Filament: Tipps zur Vermeidung von Warping beim 3D-Druck
Beim Drucken von PET-G Filament Warping vermeiden
Gehäuse beim Drucken mit PETG gegen Warping?
PETG ist im Vergleich zu ABS weniger empfindlich gegenüber Temperaturschwankungen in der Umgebungsluft. Daher ist ein geschlossener Bauraum oder eine Umhausung nicht notwendig.
3D Drucker: Warping bei PETG mit beheizter Druckplatte entgegenwirken
Verwenden Sie ein beheiztes Druckbett (Hotbed), um ein starkes Abkühlen der ersten Filamentschichten zu vermeiden. Die Temperatur des Druckbetts sollte beim Drucken von PETG-Filament zwischen 70 und 80 °C liegen.
3D Drucker: Ein nivelliertes Druckbett reduziert Warping beim Drucken mit PETG Filament
Wenn der Abstand zwischen der Druckdüse und der Druckplatte zu groß ist, haftet das Filament nicht ausreichend auf der Druckplatte. Ist der Abstand hingegen zu gering, kann das Filament nicht in ausreichender Menge fließen, da es in der Druckdüse stecken bleibt.
Cura: Mit der richtigen Extrusion Warping beim PET-G-Druck vermeiden
Wenn der Extruder eines FDM/FFF-3D-Druckers zu viel Filament in das Hotend einspeist, bezeichnet man dies als Überextrusion. Bei unzureichender Extrusion wird dem Hotend hingegen zu wenig Filament zugeführt. Dies führt zu Löchern im 3D-Druck und einer verminderten Haftung des Filaments auf dem Druckbett. Wenn das Druckobjekt unter Spannung steht – beispielsweise weil die einzelnen Schichten unterschiedlich schnell abkühlen – kann sich das Druckobjekt von der Druckplatte lösen.
Die Extrusion wird in Cura als Prozentsatz des „Flow“ (Flusses) angegeben und gesteuert. Nutzer von Klipper oder dem Creality Sonic Pad haben die Möglichkeit, den Fluss während des Druckvorgangs anzupassen, indem sie ihn erhöhen oder verringern.
Cura: Passe die erste Schicht (Layer) an, um Warping bei PET-G zu vermeiden
Die erste Schicht des 3D-Drucks spielt eine wesentliche Rolle für die Haftung auf dem Druckbett und die Qualität der unteren Schicht. Insbesondere die Linienbreite, die Fließgeschwindigkeit und die Schichtdicke der ersten Schicht sind entscheidend für eine erfolgreiche Haftung und eine hochwertige Oberflächenstruktur.
Schichtdicke erhöhen gegen Warping bei PET-G Filament
Eine größere Dicke der ersten Schicht verbessert die Haftung auf der Druckplatte. Je länger das Filament im flüssigen Zustand verbleibt, desto stärker haftet es am Untergrund.
Die Schichtdicke der ersten Lage beträgt in der Regel 100 % der normalen Schichtdicke. Um die Haftung auf dem Druckbett zu verbessern, kann die Schichtdicke der ersten Lage auf über 120 % der üblichen Schichtdicke erhöht werden. Eine dickere erste Schicht kann zudem die Auswirkungen eines nicht perfekt nivellierten Druckbetts ausgleichen.
Linienbreite auf bis zu 140 % vergrößern, um Warping bei Filament aus PETG entgegenzuwirken
Je breiter die Linien, desto mehr Filament wird von der Düse auf das Druckbett aufgetragen. Die größere Menge an flüssigem Filament benötigt mehr Zeit zum Erstarren und hat daher länger die Möglichkeit, eine starke Verbindung mit der Oberfläche des Druckbetts einzugehen.
Mehr Fluss in der 1. Schicht, um Warping bei PETG Filament zu vermeiden
Eine Erhöhung der Flussrate (Flow) der ersten Schicht kann zu einer Überextrusion führen, was die Druckbetthaftung erhöht.
Langsame Druckgeschwindigkeit in der ersten Schicht – Hilfe gegen Warping bei PET-G Filamenten
Wird die Druckgeschwindigkeit der ersten Schicht verringert, hat das Filament mehr Zeit, sich mit dem Druckbett zu verbinden, was zu einer verbesserten Haftung führt. Empfohlen wird, die erste Schicht mit einer Geschwindigkeit von 10 bis 30 mm/s zu drucken.
Drucktemperatur der 1. Schicht erhöhen – Warping verhindern bei PETG Filamenten
Eine erhöhte Drucktemperatur bewirkt, dass das Filament länger flüssig bleibt und somit eine bessere Haftung zur Druckplatte erzielt. Es könnte hilfreich sein, die Drucktemperatur um 10–15 °C zu erhöhen. Achten Sie jedoch darauf, die Temperatur nicht zu stark zu erhöhen, da dies zu dem unerwünschten „Elefantenfuß“-Effekt führen kann.
- PLA: Erste Schicht 225 °C
Druckbett Temperatur der ersten Schicht erhöhen – Kein Warping mehr bei PETG?
Auf einer zu kalten Druckplatte erstarrt das Filament zu schnell und kann keine optimale Haftung erzielen.
- PLA: 70-80 °C beheiztes Druckbett
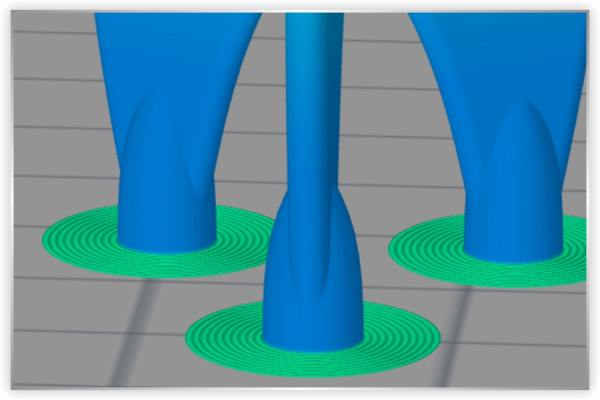
Cura: Mit Brim (Rand) Warping bei PETG Filamenten kompensieren, verhindern.
Eine **gleichbleibende Temperatur** verhindert Verformungen, und eine **optimale Haftung des Druckbetts** sorgt dafür, dass sich das Objekt nicht während des Druckvorgangs ablöst.
Erhöhe die Druckbetthaftung mit einem um das 3D-Objekt gedruckten Rand, dem sogenannten Brim.
Der Brim (Rand) ist eine vom Cura Slicer hinzugefügte Hilfskonstruktion, die das gedruckte Objekt dank der vergrößerten Fläche besser auf dem Druckbett festhält.
Cura: Warping bei PETG Filamenten durch langsameres Drucken vermeiden
Wenn ein 3D-Druck zu schnell und ungleichmäßig abkühlt, können sich Teile des Drucks vom Druckbett lösen, sich nach oben wölben und den sogenannten Warping-Fehler verursachen. Drucke langsamer, damit das extrudierte Filament länger eine konstante Temperatur beibehält. Dadurch wird auch die Haftung der ersten Schicht auf der beheizten Druckplatte verbessert.